
The Book of Grinding

In-depth, practical, comprehensive grinding education for hardcore grinders working in production grinding.
Overview: The Book of Grinding is the most in-depth, comprehensive, practical resource in existence for engineers, machine operators and salespeople working in production grinding. It has been created in The Grinding Doc’s popular, graphics-focused style of describing complex grinding concepts in a simple, practical, down-to-earth, useful way that can be used on the shop floor. It is the best investment you can make in your grinding operations. It will change how you think about grinding. Seriously.
Details: Delivered in electronic format • 4000 pages with full text descriptions • non-commercial & non-promotional – just the facts on grinding • shop-floor case studies • academic grinding concepts “translated” into plain English • uses The Grinding Doc’s trademark style: simple, practical, easy-to-read & entertaining – hardcore science made simple • includes The Grinder’s Toolbox • includes one free spot in The Grinding Doc’s High Intensity Grinding Course • company education • personal education • available for purchase.
Ch 1:
Ch 2:
Ch 3:
Ch 4:
Ch 5:
Ch 6:
Ch 7:
Ch 8:
Ch 9:
Ch 10:
Ch 11:
Ch 12:
Introduction
Grinding Fundamentals
Superabrasives
Truing & Dressing
Cooling
Chatter
Thermal damage
Ceramic Abrasives
Cylindrical Grinding
Grinding Types
Workpiece Materials
Supplementary Material
The Book of Grinding – 20 years and 20,000 hours in the making – is the most comprehensive, practical and useful resource in existence for those working in production grinding.
A long-term investment in your company’s grinding operations.
Contents
Facts
Style
Electronic
Format
Academic
Concepts
Shop-floor
Case Studies
The Grinder’s
Toolbox
Cost & Purchase
acid cooking: in testing for thermal damage • Aggressiveness, in grinding, in sticking • air-barrier in cooling • arc length, in cylindrical grinding • attritious wear • austenite transformation • auto-sticking, utility, when to use, how to use • backwash effect in up-vs.-down grinding • barber pole in cylindrical-traverse grinding • Barkhausen Noise for thermal damage • barreling in cylindrical-traverse grinding • Bernoulli’s Equation in cooling, pressure & velocity • big-&-dull vs. small-&-sharp, grit-size choice, common mistake and cause of burn • bi-grit wheels and tri-grit wheels • Blanchard-style grinding • blobs in loading • blocky grit shape • blunting • bond types • bond fracture • bouncy-diamond chatter • break-in regime in wheel wear • brittleness, in workpiece materials, and cracking • bubble-alumina • Bucket-&-Stopwatch Technique in cooling • burr • carbide grinding • cave effect, in up-vs.-down grinding • CBN: temperature stability • CBN abrasive properties • CBN: chemical reaction with water-based coolants/steam • CBN: how it works when grinding with bonded wheels, how it works when grinding with plated wheels • CBN: oil vs. water coolants • CBN: synthesis in the 1950s • CD (continuous-dress) grinding • centerless grinding, swivel angle, calculations, regulating wheel offset, dressing angle • ceramic abrasive • ceramics: grinding of, brittle removal regime • cermets, grinding of • chatter: 2N stiffness • chatter: bouncy-diamond or fishscale chatter • chatter: chunky-wear chatter or snakeskin chatter • chatter: frequency response function, FRF • chatter: gun-barrel • chatter: in cylindrical-plunge grinding, academic study, stability regimes • chatter: natural frequency • chatter: resonant frequencies in • chatter: self-excited • chatter: spiral, vs. straight-line • chatter: types forced vs. unforced • chatter: wavelength obliteration, or “contact filtering” • chip thickness: h-max, definition of • chip-formation: during contact, vs. rubbing & plowing • chip-formation: when grinding ductile materials, when grinding tungsten-carbide/cobalt, when grinding brittle materials • chisel dresser: dulling of • chunky wear and wheel collapse • chunky-wear chatter and snakeskin chatter • cleaning nozzle: design of, nozzle size • cleaning nozzle: when grinding tungsten-carbide • cluster diamond dresser, wear of • coatings: of superabrasives, in resin bonds • collapse coinciding with burn, in ceramic abrasives under low-aggressiveness conditions • concentration: in superabrasives • conditioning of electroplated wheels • continuous in-feed in surface grinding, “Junker-style in-feed”, why a poor choice • continuous-dress (CD) grinding • CoolGrind slotted wheel • coolant chemistry, additives • Dr. Cool, John Webster • false nip in cooling • hydroplaning forces in • cooling: metal tubes, crimping • cooling: Morgan’s Rule, flowrate • cooling: nozzle aim, Vadim’s Rule • cooling: nucleate vs. film boiling • cooling: oil vs. water • cooling: oxidation burn, direct cooling of • cooling: Partition Ratio, R • cooling: pressure, relationship to velocity • cooling: pump specification, how to read • cooling: Rowe’s Rule, V-coolant=80% X V-wheel • cooling: scraper, why usually not needed • cooling: shoe nozzle, problems with • cooling: Webster/Rouse nozzle • cooling: Webster’s Rule, V-coolant=V-wheel • CoolJet cleaning nozzle • cracking: due to rehardening burn, “white layer” • cracking: due to residual stresses • cracking: in sharp corners, stress concentration • cracking: temperature-induced, in brittle materials • cross-feed, in surface grinding • Cubitron II: in-depth study, in coated abrasives • cup-wheel grinding • cut-off grinding • cutting-point density • cycle times: reducing, mapping out • cylindrical grinding: barber pole, in cylindrical-traverse • cylindrical grinding: barreling • cylindrical grinding: cooling, in ID grinding • cylindrical grinding: equivalent diameter • cylindrical grinding: ID (inner-diameter) • cylindrical grinding: OD (outer diameter) • cylindrical grinding: plunge, cylindrical plunge • cylindrical grinding: roundness • cylindrical grinding: shoulder grinding, relief of wheel • cylindrical grinding: swivel, 30° swivel • cylindrical grinding: taper • microfracturing grit: ceramic abrasive • seeded-gel, sol-gel • beer-keg-style barreling: in cylindrical-traverse grinding • dalmatian wheel • diamond: carat size • diamond: temperature stability • diamond: wear flat, effect on heat & surface finish • diamond: synthesis in the 1950s • doink: single-doink & double-doink • Donkey Kong-style barreling: in cylindrical-traverse • down-grinding vs. up-grinding • Dr. Cool: Coolant Guru John Webster • dressing: depth, 10% Rule • dressing: dresser types, advantages & disadvantages • dressing: dulling of diamonds • dressing: lead, helix width • dressing: of CBN • dressing: Overlap Ratio • dulling: of CBN grits after dressing • dwell time: in plunge-roll dressing • dynamometer: measuring forces in the laboratory • Easton Acid Test: in testing for thermal damage • eccentricity: in rotary diamond dressers • eccentricity: of the wheel, effect on grinding • eggy roundness/waviness: in cylindrical grinding • electroplated wheels • EP additives, extreme-pressure additives • false nip: in cooling, in battling burr • fast-&-shallow vs. slow-&-deep: in cylindrical grinding • fatigue life: decrease in, from thermal damage • FEPA: grit size in superabrasives, d57, b57, etc. • FFT: in cylindrical grinding • film boiling vs. nucleate boiling, in cooling • fishscale chatter • flowery roundness/waviness in cylindrical grinding • force ratio – F-N/F-T • Fourier Transform, in cylindrical grinding • frequency response function, FRF, in chatter • genuine thermal damage: as opposed to cosmetic thermal damage • GPD: grit penetration depth, calculation of, why Aggressiveness is simpler • grade: wheel grade, measure of the strength and/or amount of bond material, in famous Malkin study • Grand Unifying Theory of Aggressiveness • G-ratio: in relation to grit size and concentration, in relation to wheel grade • grindability: in high-speed steel, in tungsten-carbide • most famous grinders in history: Malkin, Rowe, Hitchiner, Tarasov, Shaw, Klocke, Marinescu, etc. • grit fracture: in dressing, in grinding, vs. friability • hardness: of abrasives, of grinding wheels • hardness loss: thermal damage, overtempering • heat: grinding heat, vs. grinding power • high-speed steel: grinding of, grindability • hot-spot: for burn, for cooling, when grinding away hot-spot in flute-grinding, slow-down in flute-grinding • hybrid-bond wheels • hydroplaning: in cooling • indicating: of electroplated wheels, why more important than in dressable wheels • integer values: in cylindrical grinding, in rotary dressing • iron oxide: in thermal damage & oxidation burn • RPM ratio: in cylindrical grinding • RPM ratio: in rotary dressing • Jaeger model: description of, in predicting temperatures • kamikaze attack angle in rotary dressing • known-knowns and unknown unknowns • literature: hardcore academic books, list of • loading: in electroplated wheels, sticking, to remove loading, when grinding tungsten-carbide • microfracture: in ceramic grits • material removal rate: Q, in surface grinding, in cylindrical grinding, how to use, why important • mesh number • microfracture: in ceramic grits • milling cutter analogy • Morgan’s Rule: flowrate in cooling • MQL: minimum-quantity lubrication • 2N stiffness chatter • nital bathing, fifty shades of workpiece gray, why difficult to assess burn using nital bathing • nital etching: in testing for thermal damage • No Man’s Land for grit size • No-Dress Test, with ceramic abrasive • nomenclature: in conventional abrasives, in superabrasives • normal force in rotary dressing • Overlap Ratio: in stationary dressing • overlap ratio: in cylindrical-traverse grinding • overtempering: in thermal damage • oxidation burn: direct cooling of, vs. genuine thermal damage • partition ratio in cooling • PCBN: grinding of • PCD: grinding of • peel grinding • pinch/peel grinding • ping-pong porosity • plunge: straight plunge, 0°, in cylindrical grinding • plunge roll dressing: normal force during • porosity: in cooling, in creep-feed wheels, in structure number • powder steel, why easier to grind Q’: specific material remove rat • Quantum • relief: of sidewall/shoulder, in cylindrical grinding • residual stress: tensile & compressive • resin softening: while grinding with diamond wheels • rogue grits: in electroplated wheels • speed ratio: in rotary dressing • rotation of single-point diamonds • rough-dress/rough-grind, finish-dress/finish-grind • Fab Four Liverpudlian Grinders • RPM: variable RPM, to avoid resonance and RPM ratios • RPM-grind=RPM-dress, and integer values, flowery waviness • run-out: in rotary diamond dressers • saw-blade grinding • scraper: in cooling • scrubber nozzle • self-sharpening: in carbide grinding, vs loading-&-sticking • self-sharpening: in ceramic abrasive • sensitivity: in materials, in thermal damage, from poor heat-treatment, from slow cooling during quenching • SG: Norton SG wheels • size effect in grinding • stiffness: how to measure static stiffness, dynamic stiffness • surface finish: choice of grit size to achieve, most common mistake, common cause of burn • surface quality: its effect on risk of workpiece fracture • taper: in cup-wheel grinding, dressing in taper • temper colors • Norton TG, ceramic abrasive, why benefit, when to use • thermal conductivity: in heat-sucking of grits, in workpiece material and effect on workpiece temperatures from Jaeger’s Rule; of coolant • tolerances: in electroplated wheels • toughness, of ceramic abrasive, problems with • UPR, undulations per rev, how calculated, with Fourier Transform • V-double-prime parameter • VIPER grinding • wear of diamond rolls, of stationary/single-point dressing diamonds • white layer: in thermal damage • x-ray diffraction: in measuring residual stresses.
Pages:
Text description:
Time Investment:
Popular feature:
Impartiality:
Format:
Time & money invested:
Course spot:
Cost:
4000
Every page contains a detailed description of the figures, graphics and basic mathematics used in The Book of Grinding.
Fundamentals:Superabrasives:Truing & Dressing:Cooling:Chatter:Other Subjects:10 hours
5 hours
6 hours
6 hours
3 hours
8 hours
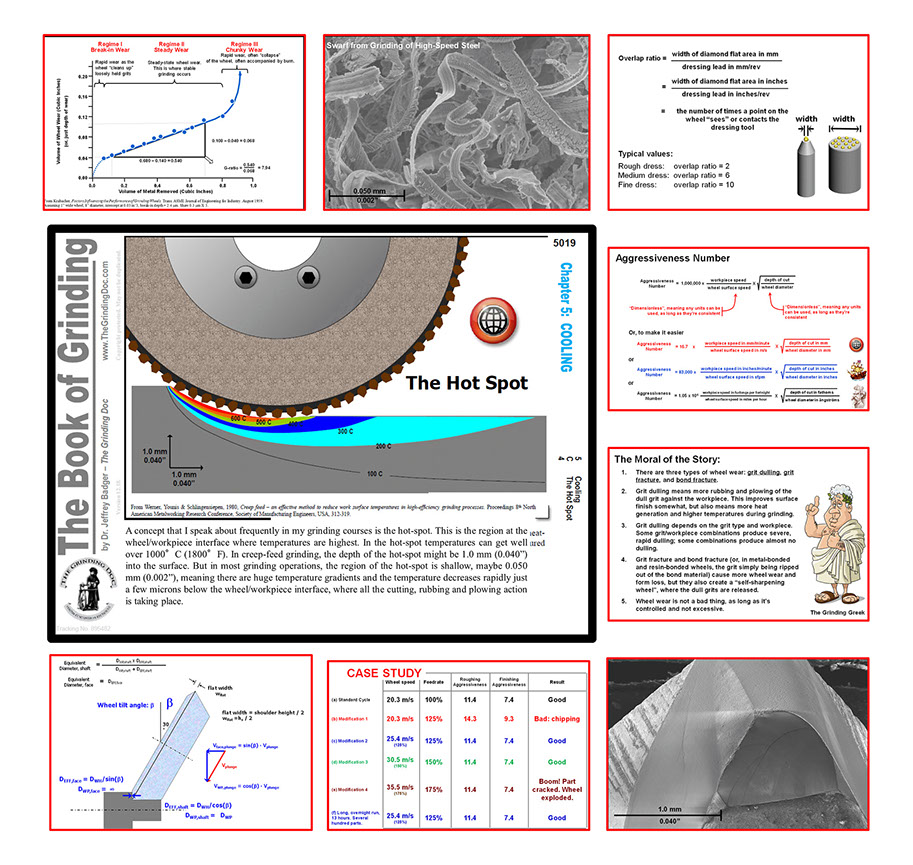
The Book of Grinding contains hundreds of scanning electron microscope (SEM) photos of grinding wheels, swarf, dressing tools and workpieces. During his courses, Dr. Badger often sees attendees experience an “Aha! moment” upon seeing an SEM photo, when a grinding concept can be visualized and suddenly makes sense.
The Book of Grinding is non-promotional. It contains no product endorsements.
The Book of Grinding has a strong emphasis on visual presentation and can be easily projected in Powerpoint-style, making is useful for internal company education to engineers and machine operators.
20 years and tens of thousands of dollars in development.
Many people who would like to attend the High Intensity Grinding Course have difficulty doing so due to production demands, scheduling conflicts, government travel restrictions, difficulties getting visas, etc. Yet they would like to get started in learning about grinding. Therefore, purchase of The Book of Grinding comes with one reserved spot in the course, which can be used at any course for up to three years after purchase.
The Book of Grinding is not inexpensive. However, most medium to large companies are spending millions of dollars a year on their grinding operations. In the right hands – smart, curious people with previous grinding experience – The Book of Grinding will more than pay for itself in terms of reduced cycle times, wheel consumption and scrap and quicker troubleshooting.
Dr. Badger is well known for taking complex grinding concepts and explaining them in a practical, down-to-earth, easy-to-understand way that can be used on the shop floor. This includes the material in The Book of Grinding.
Each page in The Book of Grinding contains a text description of these visuals. Complex mathematical formulas are simplified, charts and measurements are explained step by step, grinding, dressing and cooling phenomena are elucidated with SEM photos, and each section closes with key takeaways.
Machine operators, engineers, salespeople and management have found The Book of Grinding enormously helpful.
The Book of Grinding is delivered in electronic format on a USB drive. Users copy the contents to their computer and then use a dongle to open The Book. No software downloads are needed. The Book of Grinding cannot be printed.
Shipment of the book – folder, contents on USB, and dongle – is usually made within 48 hours of purchase. Shipping is paid by The Grinding Doc.
The Book of Grinding opens on any Windows computer or laptop. It cannot be opened on Macs.
The Book of Grinding has been created in standard 16:9 Powerpoint size, allowing it to be read easily on a computer or broadcast full-screen, one page at a time, using a projector. This is useful for internal company education and for salespeople wishing to explain grinding concepts to their customers.

The Book of Grinding is opened with a dongle, inserted into any USB port on the computer.

The Book of Grinding can be projected full-screen, Powerpoint-style, to larger audiences.

The Book of Grinding can be used in smaller, group discussions about issues facing the shop floor.
Grinding first started being studied scientifically in the 1950s. Since then, we have made great progress in understanding grinding from an engineering perspective – rather than as a black art. Unfortunately, much of this work is tied up in academic articles in the esoteric language of academese and complex mathematics.
The Book of Grinding takes hundreds of these articles and “translates” them into plain English, reprocessing the data into a graphics heavy (as opposed to text-heavy and math-heavy) format that is easy to understand by more practical, results-oriented engineers and machine operators.
The result is an invaluable educational resource that you will use and revisit for many years.
Dr. Badger has spent thousands of hours on the shop-floor of manufacturing facilities in over 30 countries – battling burn, burr and chatter, reducing cycle times, evaluating grinding wheels, quantifying grinding parameters and measuring wheel wear and grinding power.
These case studies are then processed and assembled into The Book of Grinding, with diagrams and figures explaining these complex concepts in plain English.

The Grinder’s Toolbox is a program for calculating grinding, dressing and cooling parameters. It is included with The Book of Grinding.
Cost:
Delivery:
Procedure:
Payment:
Alternate Payment:
$ 4350
€ 3790
£ 3375
Includes The Grinder’s Toolbox.
Includes one place at the High Intensity Grinding Course, can be used at any time for up to three years after purchase.
Typically ships within 48 hours of payment (postage included in price).
- Contact us with full name of purchaser and shipping address.
- Pay.
Credit card
$4350 in US dollars, click here
€3790 in euros, click here
£3375 in pounds sterling, click here
Payment can be made via check in US dollars, bank transfer in US dollars, or bank transfer in euros. Details and an official invoice can be found here.

Click Here to sign up for our Newsletter.
High Intensity Grinding Course
8-10 December 2026
Gothenburg, Sweden
High Intensity Grinding Course
16-18 February 2026
Columbia, South Carolina
High Intensity Grinding Course
27-29 October 2026
Grand Rapids, Michigan
IMTS
14-19 September 2026
Chicago, Illinois
Founded 2004

